Ремонт
Ящичные соединения
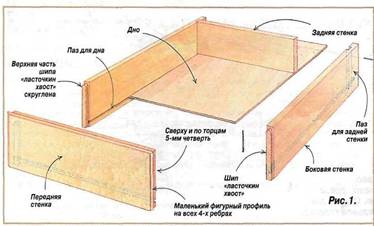
Традиционные ласточкины хвосты очень трудоемки при изготовлении ящиков. Для реализации таких соединений требуется станочное оборудование для фрезерования. Обеспечить прочность выдвижного ящика и более простую конструкцию можно с помощью так называемых скользящих ласточкиных хвостов. Заднюю стенку ящика при этом вставляют в пазы в боковых стенках и прибивают.

2. Боковые стенки ящика входят в пазы ласточкин хвост на передней стенке.
3. Задняя стенка вставляется в пазы на боковых стенках и крепится гвоздями.
Начало — точные замеры. Для определения размеров передних стенок я измерил высоту и ширину каждого проема и добавил 5 мм по высоте и 10 мм — по ширине. Сверху и по бокам таким образом получился 5-мм напуск.
С учетом установки салазок механизма выдвижения сделал заднюю и боковые стенки по высоте на 25 мм ниже передних стенок.
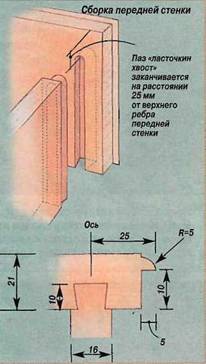
Выборка пазов и фрезерование шипов ласточкиных хвостов. Шипы скользящих ласточкиных хвостов шириной 12 мм выбраны посередине 16-мм боковых стенок. Сначала надо выпилить пазы с тыльной стороны передних стенок. Чтобы соединение было незаметным, пазы начинаются у нижнего ребра и заканчиваются на расстоянии 25 мм от верхнего. Чтобы определить середину паза, к 5 мм (толщина губы) я прибавил 12 мм перемычку и еще 8 мм (половина толщины боковой стенки) (рис. 1). Таким образом, ось паза оказалась на расстоянии 25 мм от торца передней стенки.
Пазы я выбрал фрезой ласточкин хвост Ø12 мм с углом 14°, Затем подготовился к фрезерованию шипов той же фрезой. Подогнав шип одного соединения, выбрал ласточкин хвост на всех боковых стенках,
После этого заменил фрезу и на верхнем и боковых ребрах передних стенок выбрал четверти 6 мм глубиной и 4 мм шириной. Затем все ребра передних стенок обработал профильной фрезой.
Изготовление остальных соединений. Пазы в боковых стенках для задней стенки я выпилил на циркулярке . Затем на расстоянии 8 мм от нижних ребер боковых стенок выпилил пазы шириной 6 мм для днищ. Для гарантии точной подгонки после выпиливания пазов поднял диск и отпилил задние стенки по ширине. Днища ящиков вставляются в пазы и накрывают нижние ребра задних стенок.

4. Фанерное дно вставляется сзади.
5. Чтобы в открытом положении ящика дно не выпало, оно прибивается гвоздями.
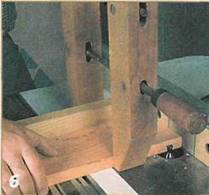
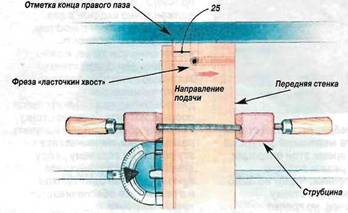
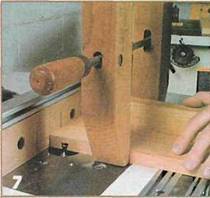
6. Правый паз фрезеруется слева направо. Подача заготовки слева направо совпадет с направлением вращения фрезы. При этом фреза стремится оттолкнуть деталь от линейки. Струбцина и делительная головка не дадут фрезе уйти с правильной траектории на заготовке.
Сборка и склейка ящика. Сначала я слегка смазал ласточкины хвосты клеем и легкими ударами киянки забил шипы в пазы. Установив боковые стенки в передние, смог определить длину задних . Я вернулся к передним стенкам, где размер уже устоялся, измерил расстояние между боковыми стенками и к нему добавил глубину пазов на внутренней стороне боковых стенок. После этого разметил задние стенки, отпилил их по длине и забил в пазы.
Затем вставил в коробки ящиков днища из 6-мм березовой фанеры и прибил их к нижним ребрам задних стенок. После этого в каждом проеме прикрепил металлические полозья механизмов выдвижения.
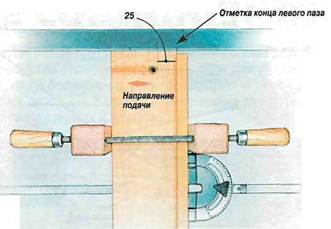
7. Левый паз фрезеруется справа налево. Если подавать заготовку справа налево, фреза прочно прижмет заготовку к линейке. Однако для гарантии ее лучше прижать к делительной головке

8. Четверть создает губу. После выборки пазов и шипов ласточкин хвост и сухой сборки прямой фрезой на верхнем и боковых ребрах передней стенки выберите четверть. Получится 5-мм губа- выступ.

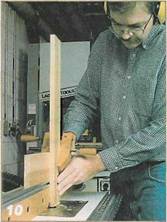
9. На всех 4-х ребрах передней стенки отфрезеруйте маленький фигурный профиль. Во время этой операции фреза будет резать волокно в 4-х направлениях. Чтобы не было сколов, фрезеруйте стенку с малой подачей, но крепко держите ее руками.
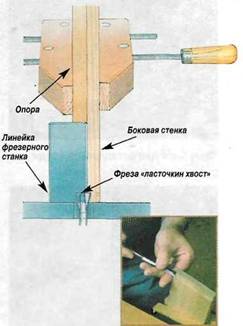
Как точно выпилить шипы ласточкин хвост? Для обеспечения прочного соединения шип должен точно входить в паз. Если соединение — с люфтом, снижается его прочность, а если слишком тугое, можно расколоть переднюю стенку. Установите линейку фрезера в нужном положении, для обеспечения дополнительной опоры прижмите боковую стенку к обрезку доски и, чтобы получить ровный запил, перемещайте эту сборку по верхнему ребру линейки. Обе стороны шипа фрезеруются за один проход и в результате обеспечивается точная подгонка к пазам в передней стенке.
Срезание верхнего угла. Стамеской скруглите верхний конец шипов так, чтобы они подошли к концам пазов, отфрезерованных в передней стенке.